Bij het kanten van een metalen plaat loop je het risico dat het eindproduct afwijkt van het gewenste ontwerp. Dit gebeurt door de druk van de kantbank: een deel van het materiaal aan de buitenkant van de bocht rekt uit, terwijl een deel aan de binnenkant samengedrukt wordt. De druk aan de binnenkant van de bocht moet ergens naartoe, wat kan leiden tot de vorming van een uitstulping. De gradatie waarop dit effect plaatsvindt is afhankelijk van de radius en materiaaldikte. Hoe scherper de gecreëerde hoek en hoe dikker de plaatdikte, hoe sterker de uitstulping. En dit leidt ertoe dat de randen niet meer perfect zijn. Om dit te voorkomen hebben we de volgende tip:
Tip: Breng een inkeping aan in de hoek van het te kanten product
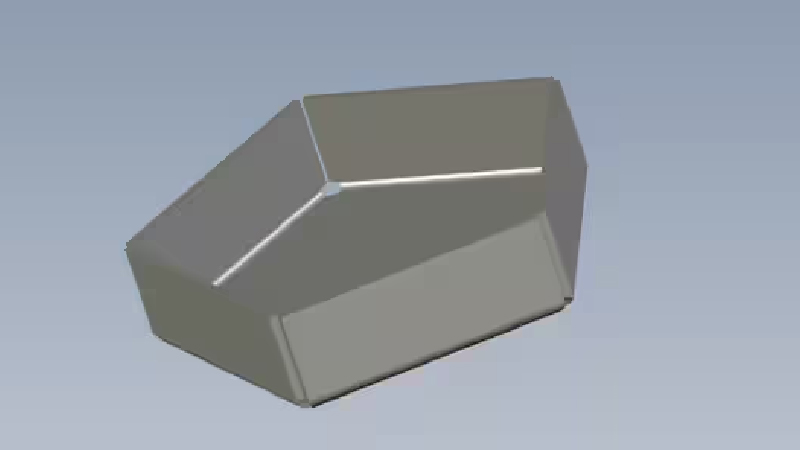
Door een inkeping (ook wel verjonging of insnoering genoemd) aan te brengen in de hoek van het te kanten product verplaats je het gebied waar de vervorming plaatsvindt en ontstaat er als het ware ruimte om de uitstulping op te vangen. Hierdoor blijft de rand perfect vlak. Bekijk de volgende video voor meer verduidelijking en visuele voorbeelden. De STEP-file die in de video te zien is kan je hier downloaden.
Waar dien je op te letten?
Als de kans op uitstulping problemen oplevert voor je eindproduct, kun je overwegen om een inkeping aan het ontwerp toe te voegen. Er zijn geen exacte richtlijnen voor het aanbrengen van de inkeping. Zoals je in het ontwerp kan zien, hoeft de inkeping niet heel ingrijpend te zijn om zijn werking goed te kunnen doen.

Wim Hoezen - Product Owner

Hoekoplossing bij het kanten van metaal
5 veelgemaakte fouten bij lasersnijden (en hoe ze te vermijden)
.jpg)