nn%20(Klein)nn.jpg?width=720&height=480&name=DSC03932%20(Middel)nn%20(Klein)nn.jpg)

-1.jpg?width=800&height=534&name=VDL190120-0234%20(Groot)-1.jpg)



De getekende radius moet minimaal 0,5 X de plaatdikte zijn. Hierbij houden wij een tolerantie aan van ±1 op de radius.


Om vervorming van gaten tijdens het kanten te voorkomen moet er rekening gehouden worden dat een gat niet binnen de minimale beenlengte valt.
Bij het kanten van een U-profiel moet er rekening gehouden worden dat de breedtemaat altijd groter is dan de hoogtemaat.
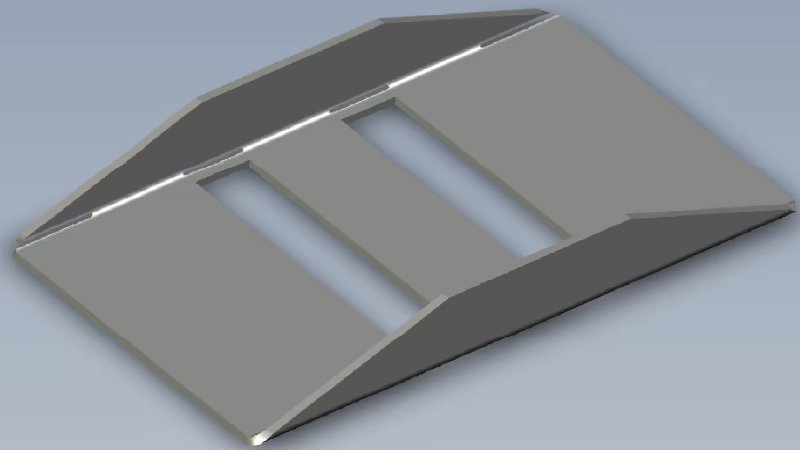
Houd er rekening mee om minimaal 0,5 mm aan tussenruimte te houden op de locatie waar 2 zettingen samen komen.

Voorbeeld van 0.5 mm tussenruimte tussen twee zettingen
Ons smalste gereedschap is 25 mm. Bij buigingen zoals in de onderstaande afbeelding dient hier rekening mee gehouden te worden. Er moet dus voldoende ruimte zijn voor de matrijs om de buiging uit te kunnen voeren. Houd rekening met een opening van minimaal 26mm.

Voorbeeld van minimale breedte buiging
Het maximale gewicht van producten, met buigingen in dezelfde richting is 60 kg.
Het maximale gewicht van producten met buigingen in tegengestelde richting is 40 kg.
Om scheurvorming te voorkomen, zal in bepaalde gevallen een buigoplossing / bend relief worden toegepast. Het geel gemarkeerde deel, is de buigoplossing welke is toegevoegd in het 3D bestand.
- Buigoplossing welke toegepast zal worden bij zettingen in een plaat.

- Buigoplossing welke toegepast zal worden bij hoeken.

.jpg)
K-factor berekenen: uitleg en formule

Duplex staal: wat is het en wanneer gebruik je het?